

三大工艺服务
传统不锈钢饰面:隔音、隔热、保温
由于两层面板之间的空气层被蜂窝分隔成多封闭孔隙,
使声波和热量的传播受到极大的限制,
因而具有良好的隔音、保温性能。
防火、防潮、防腐,钱丰不锈钢蜂窝板
燃烧性能达到GB-8624-A1级。



6大优势告诉你

传统不锈钢饰面:隔音、隔热、保温,由于两层面板之间的空气层被蜂窝分隔成多封闭孔隙,使声波和热量的传播受到极大的限制,因而具有良好的隔音、保温性能。防火、防潮、防腐,钱丰不锈钢蜂窝板燃烧性能达到GB-8624-A1级。

不锈钢蜂窝板:由许多相互牵制的密集蜂窝构成,可分散承受来自面板方向的压力,使板受力均匀。保证了其承受压力的强度和面板在较大面积时保持很高的平整度。

不锈钢蜂窝板:拥有多台先进精密钣金设备,钱丰不锈钢蜂窝板经过二次折弯成型,弯角无限接近90度,能进行无缝安装。

不锈钢蜂窝板:产品可根据客户的设计要求定制,产品颜色采用离子镀膜,有青古铜、红古锏、玫瑰金、钛金、香槟金、宝石蓝、嘟啡金、黑钛等。产品表面处理有拉丝、乱纹、镜光、喷砂、抗指纹等处理方式。

不锈钢蜂窝板:钱丰不锈钢蜂窝板有配套的铝合金龙骨,安装简便,省工省时,可重复拆装迁移。

不锈钢蜂窝板:钱丰不锈钢蜂窝板使用年限长达20年,且不会散发任何有害人体的气体物质,易清洁,可回收重新利用。
20年超长保质
优质服务只需一步
---优质、低价、环保的装修材料
☑️ 防火防潮防腐 ☑️ 隔音隔热保温 ☑️ 施工便利又环保
18923128566 /
3大优势告诉你
POWERFUL STRENGTH
3000m2工厂厂房,不锈钢蜂窝板年产能超过100万平方米;钱丰金属拥有强大的技术研发团队,以技术成熟、工艺先进为核心竞争力的现代化制造体系。 拥有完备的现代化生产线,大型进口专业制造设备及结合数控化品质控制软件系统;引进了全球先进的德国通快激光切割机、数控折弯机、剪板机、雕刻机、数控机床等多台先进精密钣金设备。
PROFESSIONAL QUALITY
钱丰金属全面贯彻执行ISO9001:2008 DNV质量管理体系标准,实行严格控制和管理;按GB-8624-1997标准规定,钱丰金属不锈钢蜂窝板燃烧性能达到GB-8624-A1级。 钱丰金属先后获得了 [用户满意企业] [绿色建材产品] [ISO14001:2004环境管理体系认证]等荣誉。
PERFECT SERVICE
钱丰金属提供免费上门勘察、测量,专业设计团队设计,量身制定方案,专业工程队上门施工安装测试等一站式服务。 24小时在线咨询,一对一跟踪服务,凡是厂家质量问题无条件退换。钱丰金属提为您省时、省事、省心、省钱。
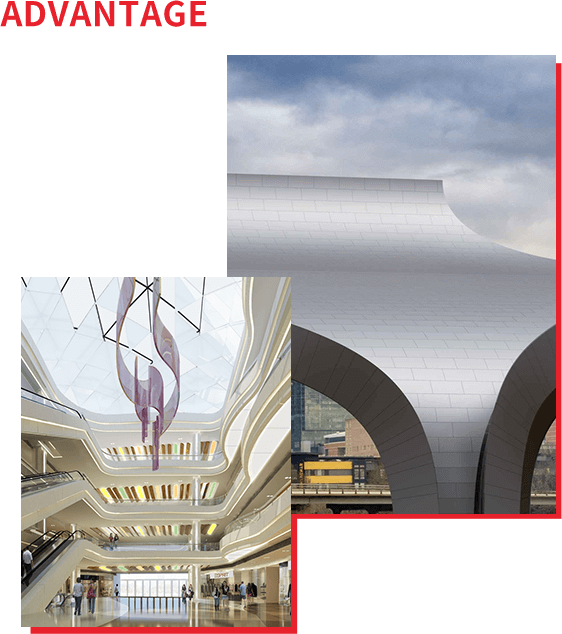
工程案例
一站式不锈钢服务






产品+技术+工程服务=一站式装修材料解决方案 服务热线 18923128566【朱小姐】/ 【朱先生】
实力企业

佛山市钱丰金属制品有限公司专注于蜂窝铝板,蜂窝板,不锈钢蜂窝板,蜂窝不锈钢板,高端不锈钢蜂窝板定制生产厂家承接蜂窝板工程,定位为高端酒店、商业广场、生产业、高端豪宅住宅、装饰装修提供高端不锈钢蜂窝板产品研发、设计、生产销售于一体的金属制品公司,产品可根据客户的设计要求定制,产品颜色采用离子镀膜,有青古铜、红古铜、玫瑰金、钛金、香槟金、宝石蓝、咖啡金、黑钛等。产品表面处理有拉丝、乱纹、镜光、喷砂、抗指纹等。
公司拥有强大的技术研发团队,成为了钱丰金属快速发展的引擎,始终保持着综合实力的持续提升,形成了技术成熟、工艺先进为核心竞争力的现代化制造体系,提供可靠的技术支持,为广大客户提升项目价值,为用户创造舒适及富有,创意的产品体验。为室内装饰和户外建筑装饰等领域,提供不锈钢蜂窝板、金属制品的应用解决方案,公司坐落于佛山市顺德区陈村镇南涌居...